Address: Huashi Town, Jiangyin City, Jiangsu Province, a land bridge Miss South Industrial Park ((cloud Gulu 18KM)
Phone: (86)510-86973007
Phone: (86)510-86973008
Fax: (86)0510-86973009
Contact:
Huadong Ming (86)013093119900
E-mail: info@jyrf.com.cn
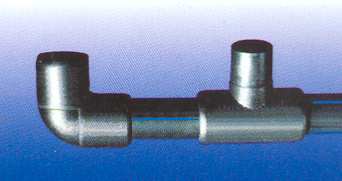
Connection with the installation of PE pipe fittings
"JAC" polyethylene pipe fittings PE pipe connection, hot melt socket, butt fusion and metal wire teeth are three ways to connect using the method of polyethylene pipe and PP-R pipes or metal pipes and valves, gauges blue or steel-plastic conversion connector (wire teeth or union) to connect polyethylene pipe hot melt socket and butt fusion interface tensile strength and bursting strength are higher than the pipe body.
Hot melt socket connection ------ 110 the following general diameter polyethylene pipe used for this connection.
Cut pipe: in accordance with the actual needs of the length of the cutting, must use a dedicated cutter cutting vertical cutting. Incision should be smooth, deburring and fly side, clean welding of pipes and fittings, parts, avoid sand, dust, and other damage to the quality of the joint.
Hot melt preparation: with hot-melt pipe fittings to match the size of the heating head installed fuser and power heating. The required length of the pipe hot melt side crossed with color pen. (Outside diameter 20-63MM handheld fuser desktop fuser can be used when 63-110MM OD)
The the hot melt Chengcha: until the fuser temperature indicator light, without rotating the pipe and pipe fittings were inserted into the heating head, and then rotating pull out the pipe without rotating the insert fittings, joints formation uniform flange, after the completion of a period of time can be natural cooling.
|
Diameter (mm) |
20 20 |
25 25 |
32 32 |
40 40 |
50 50 |
63 63 |
|
Weld depth (mm) |
15 15 |
17 17 |
19 19 |
21 21 |
24 24 |
28 28 |
|
Heating time (s) |
5 5 |
7 7 |
8 8 |
12 12 |
18 18 |
24 24 |
|
Plug heat time (s) |
4 4 |
4 4 |
6 6 |
6 6 |
6 6 |
8 8 |
|
Cooling time (min) |
2 2 |
2 2 |
4 4 |
4 4 |
6 6 |
8 8 |
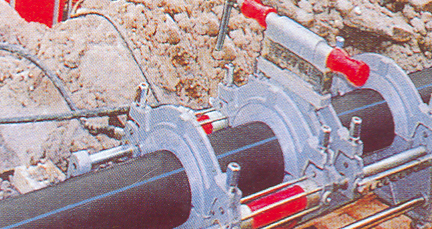
Butt fusion connection - generally outside diameter of more than 90 or 110 and polyethylene pipe used for this connection.
Will be welded pipes, fittings fixed docking on pipe size using the jig, the end face of the cutter planed to make docking surface is smooth, flat, clean, vertical.
The height of the the adjustment pipe, fittings, welded pipe required, the end face of the pipe as consistent as possible and power preheated heating plate.
Heating plate heated to a green indicator light will be welded pipes, fittings together and so that the end face of the heating, the heating time is reached, the pipe fittings are separated from the hot plate, and then the two heating end face close up docking face connection at the formation of both ends to the uniform circle flange, and after cooling.
|
Pipe wall thickness (mm) |
Heating time (s) |
Processing Time (s) |
Cooling time (min) |
|
2-3.9 2-3.9 |
30-40 30-40 |
3-4 3-4 |
4-5 4-5 |
|
4-6.9 4-6.9 |
40-90 40-90 |
3-5 3-5 |
6-10 6-10 |
|
7-11.5 7-11.5 |
80-160 80-160 |
5-8 5-8 |
10-16 10-16 |
|
20-25.5 20-25.5 |
170-210 170-210 |
10-15 10-15 |
20-30 20-30 |
|
28-32.5 28-32.5 |
210-250 210-250 |
15-25 15-25 |
30-40 30-40 |
Flange connection - connection with the PP - R pipe or metal pipe connection flange or steel-plastic conversion
Flange or steel can be used to convert connections (wire teeth or union) connection.
Note: The above parameters depending on the ambient temperature, force, and other factors, should make appropriate adjustments to the data for reference only.
Company Address: South Industrial Park of Jiangyin City, Jiangsu Province, a land bridge land (yungu Road 18KM)
Tel :0510-86,973,007 E-Mail: info@jyrf.com.cn
Copyright @ 2007-213 Jiangyin Rifeng Plastic Co., Ltd. All Rights Reserved.